Die im 'Maschinenstatus' erfassten Prozessdaten stehen im ALS zur Weiterverarbeitung zur Verfügung. Im 'Qualitätssicherungs'-Modul (QS) finden Sie die Funktionen zur Konfiguration der Datenerfassung und zum Anzeigen der Werte.
| Die Prüfaufträge im ALS beziehen sich auf die Maschinen. Es werden maximal die Werte der letzten 100 für die QS erfassten Schuß zu einer Maschine angezeigt und ausgewertet. Die 'QS-Ampel' unter den Maschinensymbolen in der Maschinenhalle wird 'rot', wenn in der letzten Stichprobe die Toleranz eines Parameters überschritten wurde. Die Ampel springt auf 'gelb' um, wenn innerhalb der letzen 100 Schuß eine Toleranz überschritten wurde. Ein 'helles grau' kennzeichnet, dass für die automatische Bestimmung von Sollwerten und Toleranzen noch nicht genügend Werte erfaßt wurden. 'Dunkel grau' symbolisiert, das der Prüfauftrag noch nicht gestartet wurde. |
Zur Archivierung und weitergehenden statistischen Auswertung können die Daten zu den Prüfaufträgen und die Prozeßdaten exportiert werden. Das standard Verzeichnis, in dem diese Daten abgelegt werden, ist 'DATA\EXPORT\QDA'. Als Datenformat wird im Normalfall das Format zum Datenaustausch mit dem 'ARBURG Qualitäts Sicherungssystem' (AQS) verwendet.
Das Register im Fenster des 'Qualitätssicherungs'-Moduls enthält die Seite mit der Liste der 'aktiven Prüfaufträge', die Liste der 'Prüfpläne' und Seiten, auf denen die Werte zu den aktiven Prüfaufträgen in Form von 'Diagrammen' angezeigt werden.
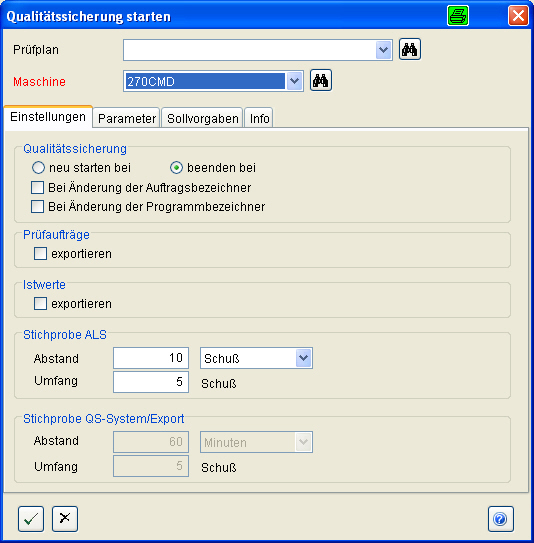
| Zum Start der Erfassung von Prozeßparametern zu einer Maschine wechseln Sie im 'Qualitätssicherungs'-Modul auf die Seite 'aktive Prüfaufträge' und öffnen mit dem Knopf 'QS starten' den zugehörigen Dialog. | |
| Sie haben nun die Wahl, einen vorhandenen 'Prüfplan' auszuwählen und aus ihm einen 'Prüfauftrag' zu erstellen oder, nach der Auswahl der Maschine, einen Prüfauftrag manuell anzulegen. | |
| Haben sich die für den Prüfauftrag eingegeben Vorgaben bewährt, dann generieren Sie aus dem Auftrag einen Prüfplan. | |
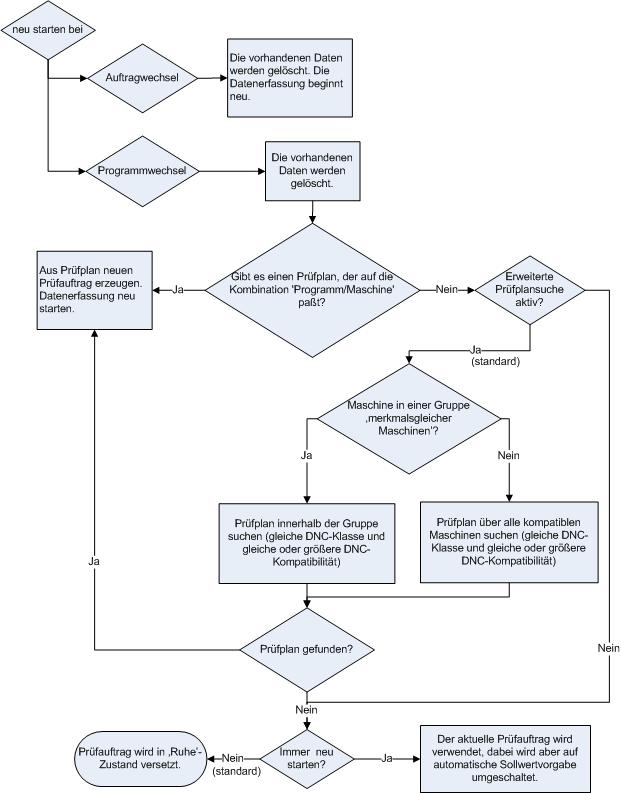
| In der Funktionsgruppe 'Qualitätssicherung' geben Sie vor, was passiert, wenn sich auf der Maschine Auftrag- oder Programmbezeichner ändern. Haben Sie 'neu starten bei' ausgewählt, dann löscht das System bei der Änderung dieser Bezeichner die bisher erfaßten Daten. | |
| Hat sich der Auftragsbezeichner geändert, dann beginnt die Datenerfassung von neuem. Bei Änderung des Programmbezeichners wird ein Prüfplan gesucht, der auf die Kombination 'Maschine' und 'Programmbezeichner' passt. Existiert ein Prüfplan, dann wird ein Prüfauftrag erzeugt und die Protokollierung neu aufgesetzt. | |
| Das ALS ist standardmäßig so konfiguriert, dass wenn zu der Kombination 'Maschine / Programm' kein Prüfplan vorhanden ist, nach einem Prüfplan für die Kombination 'Programm/Gruppe merkmalsgleicher Maschinen 'und anschließend für 'Programm/kompatible Maschine' gesucht wird ('erweiterte Prüfplansuche'). Existiert auch für diese Kombinationen kein Prüfplan, dann wird der aktuelle Prüfauftrag in den 'Ruhe'-Zustand versetzt. Die aktuellen Werte des Prüfauftrages werden dabei gelöscht. Wird der zu dem Prüfauftrag gehörende Programmbezeichner an der Maschine eingeben, dann erfolgt die Reaktivierung des Prüfauftrages. | |
| Ist in der Konfiguration des ALS vorgegeben, das die QS-Daten Erfassung 'immer neu gestartet' wird und ist kein passender Prüfplan vorhanden, so werden die Parameter des bisher aktiven Prüfauftrages verwendet, die erfaßten Daten gelöscht und die Sollwertvorgaben automatisch berechnet. Ist der Datenexport für ein QS-System aktiv, dann wird in diesem Fall der Programmbezeichner als Prüfauftragsbezeichner übertragen. |
|
| Wurde 'beenden bei' gewählt, so werden bei Änderung der Bezeichner keine weiteren Daten mehr erfasst. |
Für die Anzeige der Daten im ALS und für den Export der Daten sind 'Stichprobenumfang' und '-abstand' separat wählbar. Aus den im Maschinenstatus angezeigten Prozeßparametern können Sie bis zu 10 auswählen. Auf der Seite 'Sollvorgaben' geben Sie für jeden Parameter Sollwert und Toleranzen an.
Befindet sich die Maschine im Status 'Automatik', dann können Sie die Sollwerte direkt aus dem Status übernehmen. Zur Bestimmung der Toleranzen steht die Funktion 'Sollwerte automatisch bestimmen' zur Verfügung. Haben Sie diese Funktion aktiviert, dann werden aus den Werten der nächsten 20 Schuß die Mittelwerte gebildet und diese als Sollwerte verwendet. Die Toleranzen werden als plus/minus 5% - 20% dieses Wertes, in Abhängigkeit von der Art des Parameters, angenommen.
| Um die Qualitätsdaten-Erfassung für eine Maschine zu beenden, wählen Sie den zugehörigen Prüfauftrag in der Liste aus und betätigen den Knopf 'Prüfauftrag beenden'. |
(siehe ' QS ')
Auf der Seite 'Prüfpläne' finden Sie die Funktionalität zum Verwalten der Prüfpläne. Dazu gehört das 'Erstellen', 'Ändern', 'Kopieren' und 'Löschen' der Prüfpläne.
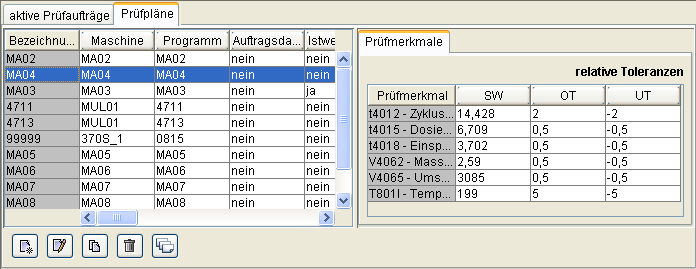
Zum Erstellen eines Prüfplanes haben Sie die selben Eingabefelder wie zum Erstellen des Prüfauftrages zur Verfügung. Zusätzlich geben Sie jedoch den Prüfplanbezeichner und den Bezeichner für das Programm an, für das der Plan gilt.
Mit der Funktion 'kopieren' generieren sie sich die Basis für einen neuen Prüfplan.
Achtung: Der Prüfplanbezeichner und die Kombination von Maschine und Programm kann nur einmal verwendet werden. ![]()
| Zum Anzeigen der QS-Grafiken wählen Sie in der 'QS-Liste' die gewünschte Maschine aus und betätigen den 'Grafik anzeigen' Knopf. | |
| Die Prozessdaten werden in einem Linien-Diagramm (Urwertkarte oder Regelkarte) dargestellt. Ziehen Sie den Mauszeiger langsam über einen Meßpunkt, so sehen Sie die zugehörigen Werte. Klicken Sie mit der linken Maustaste einmal auf einen der Meßpunkte, dann werden die Werte zu den Punkten dauerhaft angezeigt. |
|
| Ein Doppelklick mit der linken Maustaste auf die Diagrammüberschrift vergrößert das Diagramm auf das ganze Modulfenster. Ein weiterer Doppelklick auf die Überschrift verkleinert das Diagramm wieder. Den gleichen Effekt erzielen Sie über den Knopf mit der Lupe. | |
| Mit dem Knopf 'Grafik drucken' stoßen Sie die Ausgabe der Diagramme auf Ihrem Drucker an. | |
| Eine Grafik Seite schließen Sie mit dem 'Grafik schließen' Knopf. | |
| Über den Knopf 'Istwerte-Tabelle' gelangen sie in eine Tabelle, in der die QS-Daten angezeigt werden. |
(siehe ' Grafikeinstellungen ')
Die Anzeige der QS-Istwerte setzt sich aus den berechneten statistischen Größen und den eigentlichen Meßwerten zusammen. Für die Spaltenüberschriften können die an den Maschinen verwendeten Parameterbezeichnungen (z.B. t4012) oder die eigentliche Bezeichnung (z.B. Zykluszeit) verwendet werden.
Zu den statistischen Größen gehören:
|
Größe |
Beschreibung |
|
Untere Toleranz |
|
|
Obere Toleranz |
|
|
Minimum |
Minimaler Wert |
|
Maximum |
Maximaler Wert |
|
cp |
Prozeßfähigkeit |
|
cpu |
Prozeßfähigkeit unten |
|
cpo |
Prozeßfähigkeit oben |
|
cpk |
Prozeßfähigkeitskoeffizient = Minimum(cpu, cpo) |
|
xq |
Mittelwert über alle Werte |
|
xqq |
Mittelwert der Mittelwerte |
|
sq |
Mittelwert der Standardabweichungen |
|
s |
Standardabweichung |
|
OEGx |
Obere Eingriffsgrenze für den Mittelwert der Stichproben |
|
UEGx |
Untere Eingriffsgrenze für den Mittelwert der Stichproben |
|
OEGs |
Obere Eingriffsgrenze für die Standardabweichung |
|
UEGs |
Untere Eingriffsgrenze für die Standardabweichung |
|
n |
Anzahl der Stichproben |
| Die Werte der Tabelle sind im CSV-Format exportierbar. | |
| Die Position und Größe des Fensters, sowie den Pfad für den Export der Daten speichern Sie über den Knopf mit der 'Diskette' als Symbol. | |
| Für die Ausgabe der beiden Tabellen auf einen Drucker wählen Sie zwischen den 'statistischen Größen' und den 'Meßwerten'. |
(siehe ' Istwerte ')
![]() Tutorial -> Einführung
Tutorial -> Einführung