![]() Tutorial -> Arbeiten mit Maschinenprogrammen
Tutorial -> Arbeiten mit Maschinenprogrammen
Die Programme können von der Maschine aus zum ALS gesendet und vom ALS aus angefordert werden. Im ALS wird das neue Programm, je nach Konfiguration des ALS, als 'Produktions' oder 'Archiv'-Programm behandelt. Für die Kombination Maschine, Werkzeug und Material kann es immer nur ein 'Produktions'-Programm geben.
Meist werden Sie die Funktionen zur Übertragung der Programme zum ALS in den Seiten der Programmverwaltung der Maschinensteuerungen finden.
Maschinenspezifische Besonderheiten:
ARBURG SELOGICA DIRECT
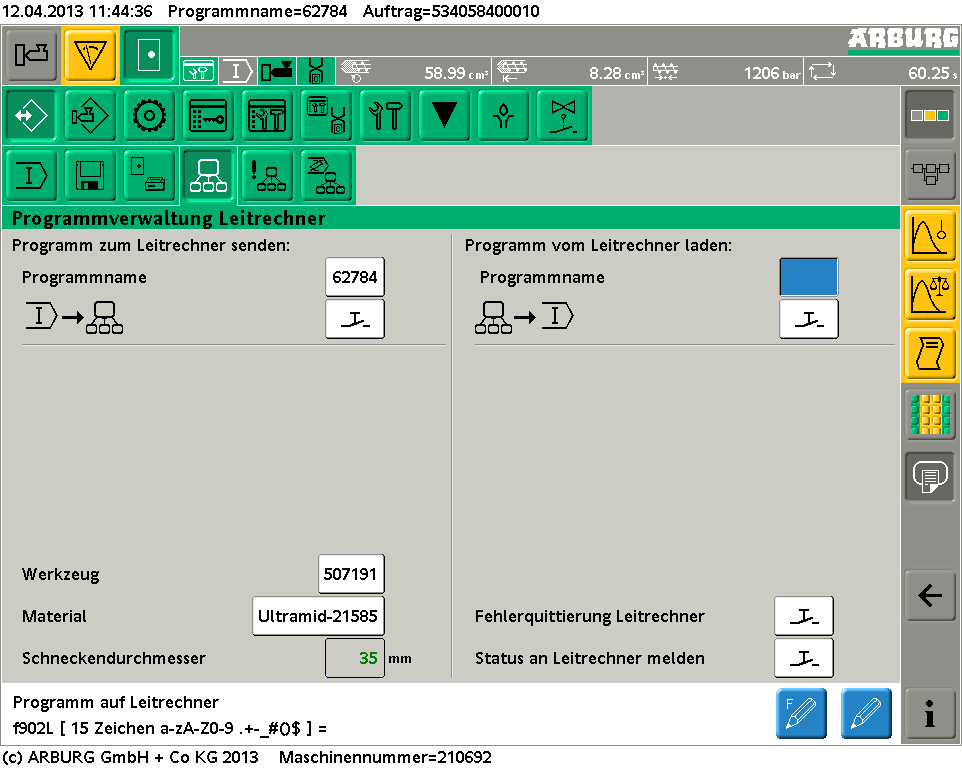
![]() ARBURG SELOGICA Version 1 bis 3
ARBURG SELOGICA Version 1 bis 3
|
------------------------------------------------------------------------------ Programmverwaltung Leitrechner Programmierebene = Produktionsebene Programm auf Leitrechner: Programm auf Programmierebene: f902L= Programm f902 = Programm f9100= Werkzeug f903 = Material mm Schneckendurchmesser Größe Typ Version Steuerungs-SW Version Sondersoftware ------------------------------------------------------------------------------ +---------+ +---------+ ¦Schreiben¦ ¦Lesen ¦ +---------+ +---------+ |
Die SELOGICA Steuerung hat eine Aktiv- und eine Vorbereitungsebene. Wird in der Programmverwaltung der Maschine der 'Softkey' 'Schreiben' betätigt, so wird das Programm aus der Ebene übertragen, in der man sich gerade befindet.
![]() ARBURG DIALOGICA Vers. 4.x
ARBURG DIALOGICA Vers. 4.x
|
------------------------ LEITRECHNER-KOMMUNIKATION ------------------- 3/4 f050A= Programm f062 = Fehler-Quittierung zum LR f051 = Parametersatz vom LR laden f063 = Usercode f052 = Parametersatz zum LR senden f064 = Stoergrund f053A= Werkzeug 1 : Werkzeugfehler f054 = Werkzeug vom LR anfordern 2 : Einrichten f055 = Werkzeug an LR abgeben 3 : Wartung f056A= Zylinder 4 : Maschinenfehler f057 = Zylinder vom LR anfordern 5 : kein Auftrag f058 = Zylinder an LR abgeben 6 : kein Material 7 : Umruesten f060 = Fertigteilbehaelter anfordern f065 = Reset LR-Schnittstelle f061 = Fertigteilbehaelter abgeben f066 = LR-Statusmeldung aktiv f067 = LR-Maschinennummer letzter Maschinenstillstand: |
![]() ARBURG DIALOGICA Vers. 3.6
ARBURG DIALOGICA Vers. 3.6
|
---------------------- LEITRECHNER-KOMMUNIKATION ------------------------ f050 = Programmnummer f062 = Fehler-Quittierung zum LR f051 = Parametersatz vom LR laden f063 = Usercode f052 = Parametersatz zum LR senden f064 = Stoergrund 1 : Werkzeugfehler f053 = Werkzeugnummer 2 : Einrichten f054 = Werkzeug vom LR anfordern 3 : Wartung f055 = Werkzeug an LR abgeben 4 : Maschinenfehler 5 : kein Auftrag f056 = Zylindernummer 6 : kein Material f057 = Zylinder vom LR anfordern 7 : Umruesten f058 = Zylinder an LR abgeben f065 = Reset LR-Schnittstelle f066 = LR-Statusmeldung aktiv f060 = Fertigteilbehaelter anfordern f067 = LR-Maschinennummer f061 = Fertigteilbehaelter abgeben --------------------------------------------------------------------------- |
Die DIALOGICA Vers. 3.6 hat eine Aktiv und zwei Vorbereitungsebenen. Die Programm- und Auftragsbezeichner sind numerisch!
![]() ARBURG ALLROUNDER 170 CMD / 305 ECO
ARBURG ALLROUNDER 170 CMD / 305 ECO
|
f980= gew. Programmnr. f986= USERCODE f981= Parameter vom LR laden f985= AuftragsNr f982= Parameter zum LR senden f983= BDE-Funktion 01 Werkzeugfehler 02 Einrichten 03 Wartung 04 Maschinenfehler 05 kein Auftrag 06 kein Material 07 Umruesten
----------------- LEITRECHNER KOMMUNIKATION ---------------------- . Uhr akt.Zeit: t = s t11M= , s Eingabe: = max: tcy = , s akt.tcy = s min: f95 Soll = Ist = ------------------------------------------------------------------ |
Bei der ARBURG ALLROUNDER 170 CMD und 305 ECO sind Programm- und Auftragsbezeichner numerisch. Bei diesen beiden Maschinentypen kann die Übertragung des Programm nur in der Betriebsart 'Hand' erfolgen.
Die ARBURG ALLROUNDER HYDRONICA D hat ebenfalls nur numerische Bezeichner.
ARBURG ALLROUNDER MULTRONICA
|
LEITRECHNER KOMMUNIKATION 5/6 f980= gew.Prognr. f881= Maschine f982= Auftragsnr. f983= Parameter von LR laden f984= Parameter zum LR senden f985= 0 BDE-Funktion 01 Werkzeugfehler 02 Einrichten 03 Wartung 04 Maschinenfehler 05 kein Auftrag 06 kein Material 07 Umruesten |
Wurden in den Stammdaten Bildschirmseiten konfiguriert, die zusammen mit dem Einstelldatensatz zum ALS übertragen werden sollen, so werden diese nach der Übertragung des Programmes vom ALS angefordert.
Klicken Sie in der 'Maschinenhalle' mit der rechten Maustaste auf die gewünschte Maschine. In dem angezeigten 'PopUp-Menü' wählen Sie die Funktion ''Programm von Maschine holen' aus.
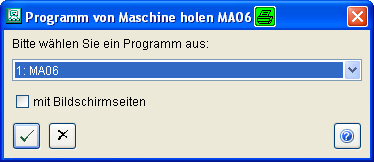
In dem nun angezeigten Dialog wählen Sie das gewünschte Programm aus. Haben Sie in den Stammdaten 'Bildschirmseiten' konfiguriert, die zusammen mit dem Programm zum ALS übertragen werden sollen, so erfolgt deren Übertragung, wenn Sie den Punkt 'mit Bildschirmseiten' aktivieren.
![]() Tutorial -> Arbeiten mit Maschinenprogrammen
Tutorial -> Arbeiten mit Maschinenprogrammen